


























Финишная обработка больших лопастей
Достигайте стабильного и оптимизированного качества обработки сложных конструкций лопастей
Сложные конструкции лопастей в аэрокосмической и энергетической отраслях требуют передового процесса финишной обработки. Имея десятилетия опыта в совершенствовании финишной обработки поверхностей, а также знания в области точного машиностроения, Mirka предлагает стабильное и оптимизированное качество финишной обработки лопастей вентиляторов реактивных турбин.
Достигайте оптимального качества обработки при сниженном коэффициенте выбраковки
Решение проблемы
Одним из движущих факторов в разработке турбин является улучшение энергоэффективности как готового продукта, так и его производства. Это приводит к появлению все более сложных трехмерных форм, что создает трудности для обеспечения стабильного качества с помощью традиционных ручных методов обработки.
Технология финишной обработки Mirka с контролем усилия подходит для различных сфер применения больших лопастей, начиная с реактивных двигателей и заканчивая газовыми и паровыми турбинами, где крайне важна высокая точность. В результате достигаются как желаемое качество обработки, так и снижение коэффициента выбраковки.
Автоматизированный процесс обработки в контролируемой среде
7-осевая роботизированная платформа
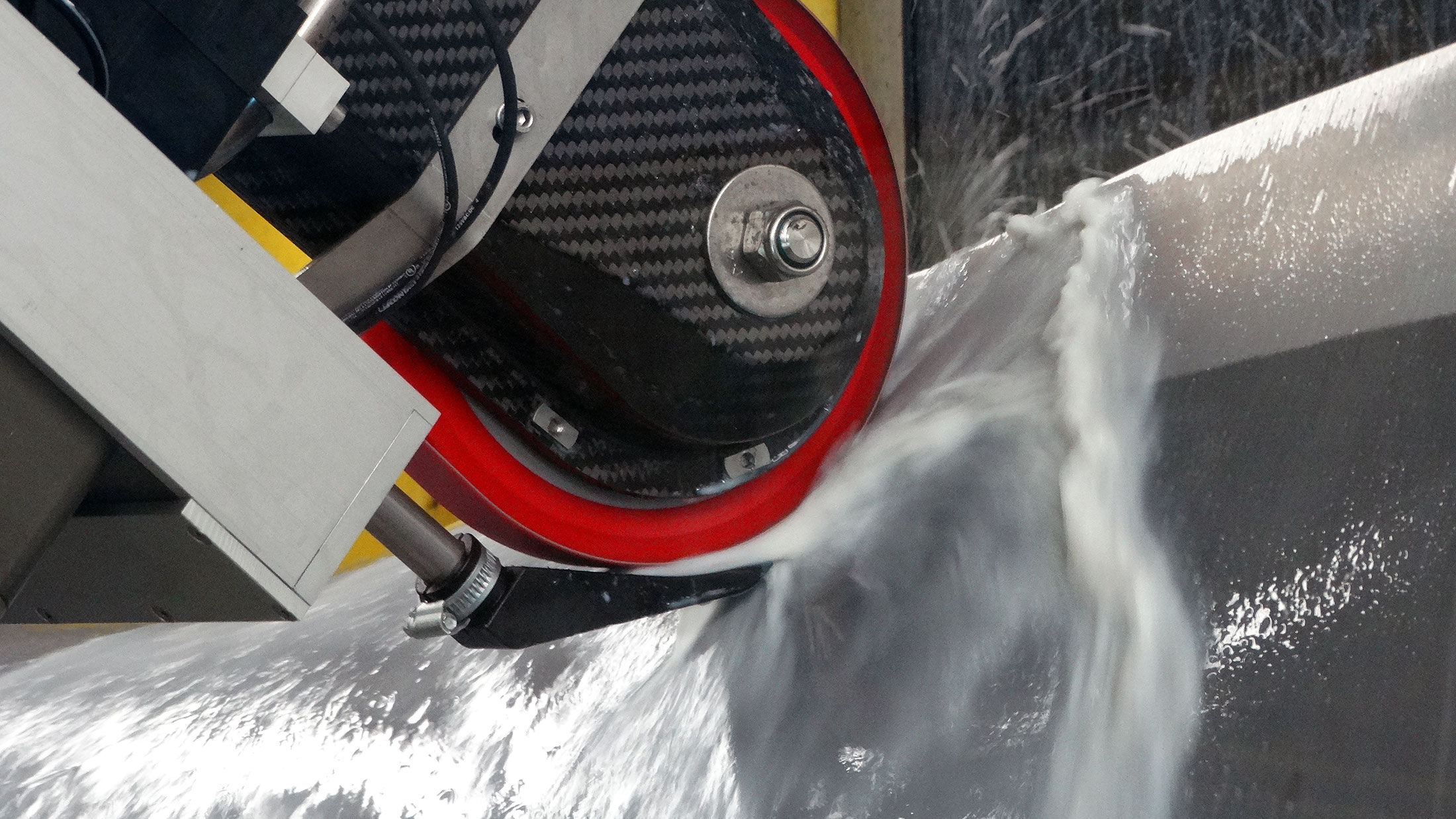
Mirka использует 7-осевую роботизированную платформу для финишной обработки больших лопастей с применением влажного шлифования, что является обязательным из-за высокой воспламеняемости пыли, образующейся при шлифовании материала лопастей турбины. Получаемое в результате равномерное качество поверхности положительно влияет на объем отходов и коэффициент выбраковки, при этом увеличивается годовая производственная мощность.
Кроме того, благодаря автоматизации процесса снижается нагрузка на оператора, так как весь роботизированный модуль управляется с помощью программного обеспечения.
Подходит для крупных и тяжелых заготовок
Отделочный модуль
Платформа позволяет обрабатывать крупные и тяжелые заготовки длиной до 1800 мм и массой до 500 кг. Несколько роботов могут работать вместе в одной системе, что сокращает время выполнения задачи. Тем временем оператор может безопасно устанавливать новую заготовку за пределами модуля.
Модуль оснащен запатентованной шлифовальной лентой серии L длиной 30 x 3500 мм для обработки больших поверхностей.
- Влажное шлифование
- Метод обработки «инструмент к детали»
- Специальный инструмент с лентой длиной 3500 мм
- Активный контроль направления ленты
- Интегрированная калибровка точки центра инструмента и измерение положения детали
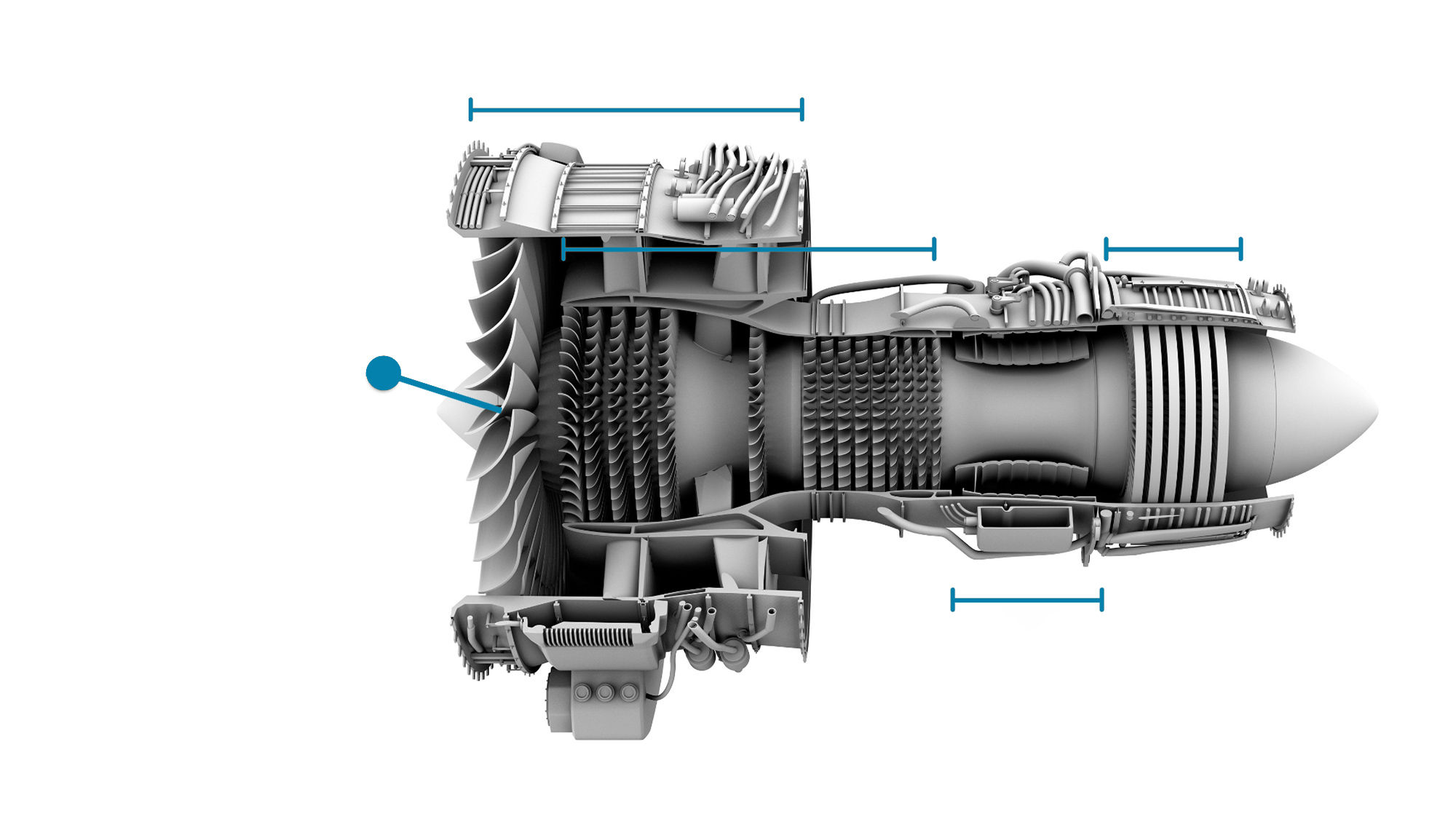
Секции реактивной турбины
Свяжитесь с нами
Начните планировать ваше решение под ключ

Наша опытная команда поможет вам разработать автоматизированное решение, идеально соответствующее вашим потребностям в финишной обработке поверхности.
У нас вы получите не только современные роботизированные модули, но и роботизированные инструменты, абразивные материалы и другие аксессуары, которые помогут вам максимально раскрыть потенциал вашего автоматизированного решения.